



超詳細(xì):聚合物鋰離子電池極耳詳解
現(xiàn)在我們所使用的數(shù)碼產(chǎn)品中,絕大多數(shù)都是使用的鋰離子電池,包括近幾年火熱的新能源電動汽車,也廣泛應(yīng)用。因為鋰的原子量很小,所以用鋰作陽極的電池具有很高的能量密度。此外,鋰電池還有著體積小、質(zhì)量輕、壽命長、性能好、無污染等優(yōu)點(diǎn),因此倍受青睞。鋰離子電池的組成部分為:正極、隔膜、負(fù)極、有機(jī)電解液、電池外殼,了解鋰電池結(jié)構(gòu)的都知道這些;但是,你知道什么是聚合物鋰電池極耳嗎?
簡單來說,極耳是鋰離子聚合物電池產(chǎn)品的一種原材料。分為三種材料:電池的正極使用鋁(Al)材料,負(fù)極使用鎳(Ni)材料,或者負(fù)極也有銅鍍鎳(Ni—Cu)材料,它們都是由膠片和金屬帶兩部分復(fù)合而成。膠片是極耳上絕緣的部分,其作用是在電池封裝時防止金屬帶與鋁塑膜之間發(fā)生短路,并且封裝時通過加熱(140℃左右)與鋁塑膜熱熔密封粘合在一起防止漏液。

一、聚合物鋰電池極耳分類
1.按極耳金屬帶材質(zhì):
①鋁(Al)極耳:一般用作正極極耳,如果電池為鈦酸鋰負(fù)極時,也用作負(fù)極極耳。
②鎳(Ni)極耳:用作負(fù)極極耳,主要用在數(shù)碼類小電池上,例如:手機(jī)電池、移動電源電池、平板電腦電池、智能傳遞設(shè)備電池等。
③銅鍍鎳(Ni—Cu)極耳:用作負(fù)極極耳,主要應(yīng)用于動力電池和高倍率電池。

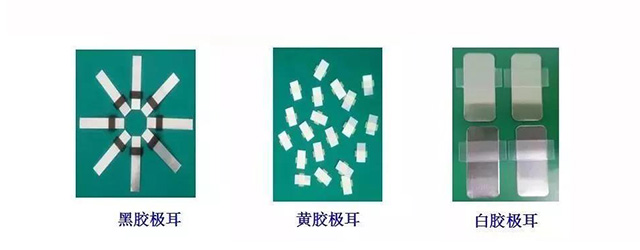
2.按照極耳膠(國內(nèi)市場):
①黑膠極耳:一般用在中低端數(shù)碼類小電池上。
②黃膠極耳:一般用在中低端動力電池和高倍率電池上。
③白膠極耳:一般用在高端數(shù)碼電池、動力電池和高倍率電池上。
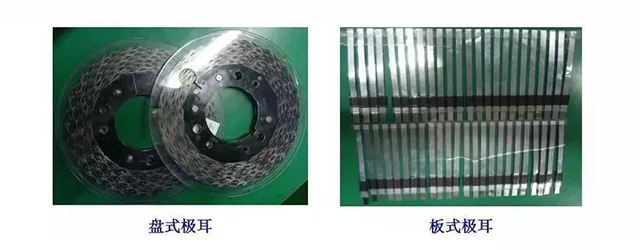
3.極耳的成品包裝分為:
①盤式極耳(整條金屬帶通過設(shè)備加上膠片后整條的卷繞成盤),用在自動化生產(chǎn)產(chǎn)線
②板式極耳(金屬帶加上膠片后裁切成單個的,然后成排擺放用兩片薄透明塑料片夾在中間),用于普通生產(chǎn)產(chǎn)線。
二、聚合物鋰電池極耳金屬帶材質(zhì)
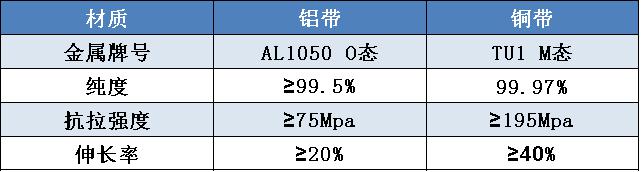
1.AL1050鋁合金為純鋁中添加少量銅元素形成,具有極佳的成形加工特性、高耐腐蝕性、良好的焊接性和導(dǎo)電性。
2.TU1為無氧銅,氧和雜質(zhì)含量極低,純度高,導(dǎo)電導(dǎo)熱性極好,延展性極好,透氣率低,無“氫病”或極少“氫病”;加工性能、焊接、耐蝕耐寒性均好。
三、各品牌極耳膠結(jié)構(gòu)與性質(zhì)
1.各品牌極耳膠結(jié)構(gòu)
目前極耳膠都是從日本進(jìn)口而來,極耳膠生產(chǎn)技術(shù)難點(diǎn)是:PP材料的分子量要控制在一個比較窄的范圍內(nèi),目前國內(nèi)的技術(shù)生產(chǎn)出的PP膠還達(dá)不到要求。
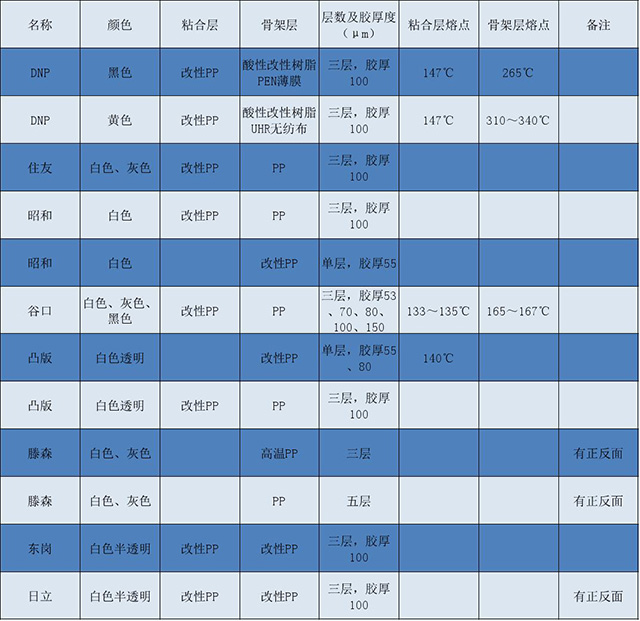
極耳膠結(jié)構(gòu):極耳膠一般由三層材料熱壓在一起而構(gòu)成,除凸版及昭和制造單層改性PP構(gòu)成及騰森制造五層極耳膠以外。一般極耳膠由中間骨架層及兩表面改性PP層構(gòu)成,兩表面的改性PP材質(zhì)相同。日立和騰森為了追求超高的粘合層與金屬帶的粘合強(qiáng)度,兩個表面的改性PP材質(zhì)不同,一面是親金屬性改性PP,另一個表面是親塑性改性PP。這種極耳膠,制作極耳時一旦極耳膠表面用反了,則必定會造成電芯漏液氣脹事故。
目前國內(nèi)市場上,極耳制造所使用的極耳膠分為白膠、黑膠、黃膠和單層膠。其中高端電芯客戶大多采用單層凸版80μm和50μm白膠。一般中低端客戶采用DNP黑膠和DNP黃膠。三層結(jié)構(gòu)的白膠在日本和韓國大量采用。單層白膠在日韓電芯公司用的極少,基本都用三層結(jié)構(gòu)白膠。
2.各品牌極耳膠性能
DNP黃膠結(jié)構(gòu)為中間功能層UHR(為無紡布結(jié)構(gòu)),表面兩層為改性PPa。
UHR層厚度為14g/m2≈12μm,表面改性PPa厚度為44μm。
UHR熔點(diǎn)為310~340℃,PPa熔點(diǎn)為147℃。
黃膠極耳有分層的危險。但黃膠極耳的封裝條件比白膠容易調(diào)節(jié)。前期日本極耳膠供應(yīng)商也提到黃膠的不足,表現(xiàn)為三點(diǎn):
①極耳膠是由中間一層UHR和表面兩層改性PP膠熱壓在一起的。
②中間層無紡布,水分會從無紡布中通過毛細(xì)管滲透作用引入到電池內(nèi)部,使得電池發(fā)鼓氣脹。
③無紡布容易分層,熱壓效果不好,電芯使用時間或擱置時間長了容易造成漏液。
DNP黑膠結(jié)構(gòu)為中間功能層PEN(聚萘二甲酸乙二醇酯)薄膜,表面兩層為改性PPa。PEN層厚度為12μm,表面改性PPa厚度為44μm。PEN熔點(diǎn)為265℃,PPa熔點(diǎn)為147℃。黑膠其功能層PEN和PP層為不同物質(zhì)復(fù)合,存在分層風(fēng)險,高端客戶一般不采用此膠。
白膠:白膠又分為單層白膠、三層白膠、五層白膠。
單層白膠一般由一層改性PP構(gòu)成,類似于初期的鋁塑膜內(nèi)層,熔點(diǎn)在140℃以上,與鋁塑膜的內(nèi)層CPP熔點(diǎn)接近。
三層結(jié)構(gòu)白膠表面兩層改性PP和中間骨架層PP經(jīng)共擠制得,不存在分層風(fēng)險,高端客戶及動力電芯一般都采用此類極耳膠。

四、各種極耳膠性能比較
1.黃膠極耳和黑膠極耳的比較
DNP黑膠其功能層PEN和PPa層為不同物質(zhì)復(fù)合,界面多,經(jīng)過電解液浸泡后本身會分層剝離。PEN熔點(diǎn)為265℃,PPa熔點(diǎn)為147℃。且黑膠PPa層里還有3種不同融點(diǎn)的物質(zhì),黑色素:66℃,PE 105℃,PP167℃,界面更加不穩(wěn)定。
黃膠極耳功能層本身融點(diǎn)300℃以上,所以熱封時會更好操作。中間功能層改用了無紡纖維層代替原來的聚萘二甲酸乙二醇酯,界面融合較黑膠好,但仍然無法解決不同物質(zhì)之間的徹底融合問題。黃膠由于本身PPa層技術(shù)的原因,在熱封后會變得異常堅硬,失去柔韌性,在封裝電池和后期加工(轉(zhuǎn)鎳、加板)時,易使極耳膠及極耳金屬斷裂,從而使電池產(chǎn)生漏液、氣脹等。
2.黃膠極耳和白膠極耳的比較
白膠采用三層具有不同功能的PP材料經(jīng)共擠制得,其功能層熱封溫度較寬165~167℃,略低于電池封裝溫度(180-220℃),可以有效的防止切面短路問題,增大了電池封裝時可操作的溫度范圍,提高了電池生產(chǎn)的成品率。
黃膠極耳由于本身PP層技術(shù)的原因,在熱封后會變得異常堅硬,失去柔韌性,在封裝電池和后期加工(轉(zhuǎn)鎳、加板)時,易使極耳膠及極耳金屬斷裂,從而使電池產(chǎn)生漏液、氣脹等,而白膠極耳由于3個功能層使用的材料屬于同類物質(zhì)(PP類),在熱封后仍可以保持極高的柔韌性。
3.白膠極耳和單層白膠的比較
單層白膠類似于初期的鋁塑膜內(nèi)層,因只有一個融點(diǎn),熱封溫度超過融點(diǎn)則易導(dǎo)致完全熔解短路,熱封溫度在不足時則形成軟化,這將導(dǎo)致和鋁塑膜的CPP層不能完全融解聚合,電池容易漏液脹氣。三層結(jié)構(gòu)的白膠極耳,由于外層采用與鋁塑膜內(nèi)層類似的材料,保證了與鋁塑膜的融合,而表面改性PP與中間層PP之間的30℃以上的溫差具有更廣的熱封溫度,使封裝的操作性更強(qiáng),保證了極耳膠與鋁塑膜之間的封裝可靠性。下表為谷口80μm厚三層白膠極耳與凸版會社80μm厚單層白膠極耳硬封封裝拉力測試比較:

4.三層白膠極耳和三層或五層白膠(分正反面)極耳的比較
如前所述,三層白膠極耳外層采用與鋁塑膜內(nèi)層類似的材料,具有更廣的熱封溫度,保證了與鋁塑膜的融合,而3層PP間明顯的溫差使封裝的操作性更強(qiáng)。
極耳膠表面分正反面的極耳膠極耳,如果在制作極耳的過程中用反了,則電芯在極耳膠處必然會發(fā)生漏液事故,國內(nèi)已經(jīng)發(fā)生多次此類事故。而如果嚴(yán)格控制極耳制作過程,不發(fā)生用錯極耳膠正反面的問題,其極耳膠與金屬帶之間的熔接強(qiáng)度比正常三層極耳膠極耳的要高。
下表為谷口100μm厚三層白膠極耳與日立100μm厚三層白膠(分正反面)極耳及滕森105 μm厚五層白膠(分正反面)極耳軟封封裝拉力測試比較:

5.日立三層白膠和單層白膠
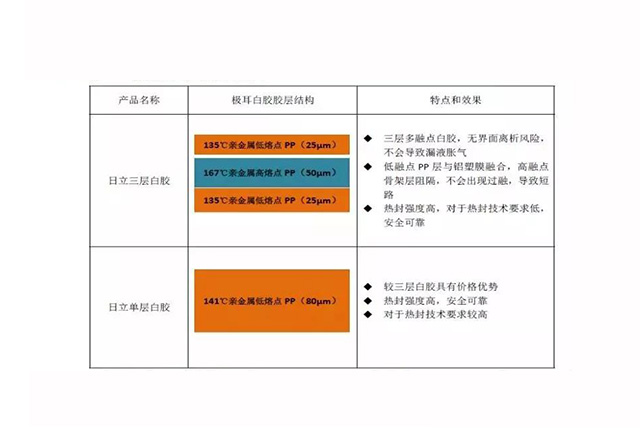
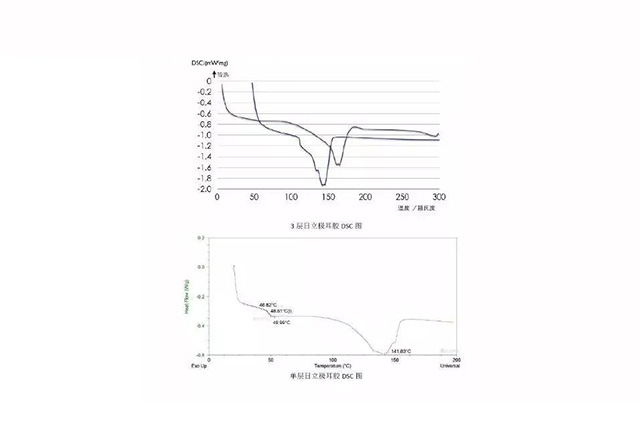
6.日立三層白膠和單層白膠DSC圖
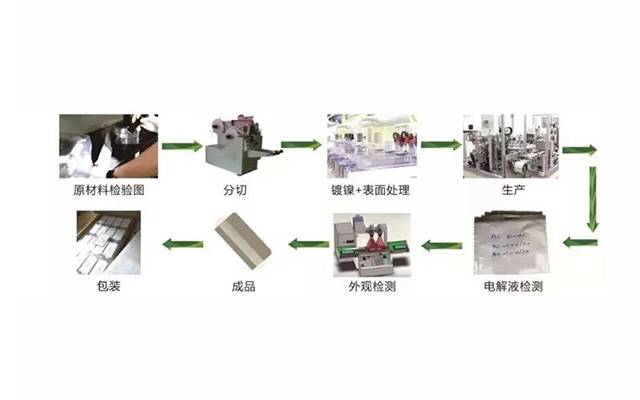
7.電池極耳生產(chǎn)流程(白膠)
動力銅鍍鎳極耳:銅保證導(dǎo)電性;經(jīng)過表面處理后鎳起到防止銅氧化的作用,如果要保證銅鍍鎳極耳的焊錫性,還需要對極耳的表面鈍化膜進(jìn)行二次處理。市場上一些公司的極耳不進(jìn)行二次處理也能勉強(qiáng)上錫,但極耳的耐電液腐蝕性差些。
目前,在極耳工業(yè)生產(chǎn)中,鍍鎳主要采用電鍍鎳和化學(xué)鍍鎳工藝兩種,電鍍鎳層厚度1.8±0.3um,化學(xué)鍍鎳層厚度1.0±0.3um。
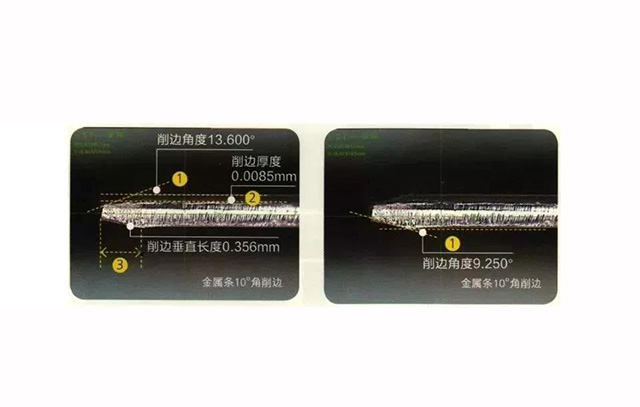
8.動力極耳金屬帶削邊處理
動力極耳的金屬帶厚度超過0.2mm時,其臺階厚度超過PP膠厚度,則金屬帶需做側(cè)邊削邊處理,否則易導(dǎo)致絕緣阻抗降低、產(chǎn)生脹氣漏液的風(fēng)險。
五、聚合物鋰電池極耳的測試
1.電解液浸泡后滲透測試

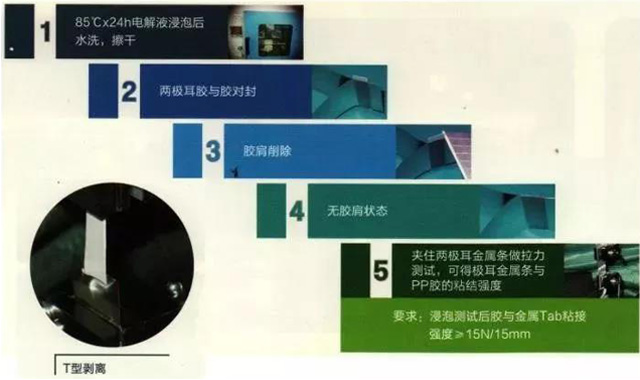
2.電解液浸泡后熱封強(qiáng)度測試
3.電解液浸泡后滲透測試
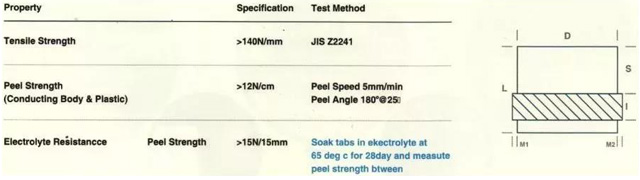
參照:日本某EV電芯廠家對EV與ESS極耳的技術(shù)要求。
電解液浸泡65℃×28天,極耳膠與金屬導(dǎo)體的玻璃強(qiáng)度要求>15N/15mm。
總結(jié):國內(nèi)電動EV用極耳的耐電解液判定之最低標(biāo)準(zhǔn)為:
①85℃×24h電解液浸泡,極耳膠與金屬導(dǎo)體的玻璃強(qiáng)度PeelStrength >15N/15mm;
②85℃×24h電解液浸泡,滲透液不能侵入膠體內(nèi)。
4.彎折測試
厚度<0.2mm時:鋁、鎳Tab≥7次;鍍鎳銅≥6次;
厚度≥0.2mm時:鋁、鎳、鍍鎳銅Tab≥5次;
符合EV動力應(yīng)用的耐震、耐疲勞韌性測試。

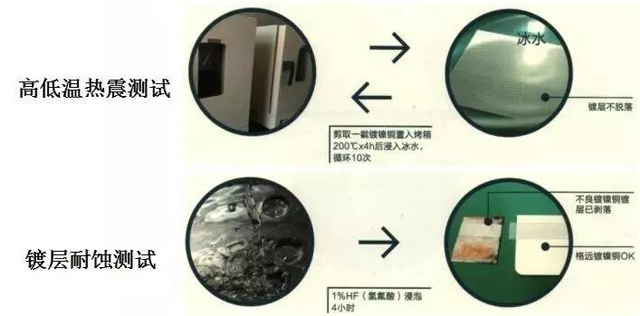
①銅鍍鎳動力極耳——鍍層密著性測試
要求:鍍層無發(fā)黑。
長時間大電流、行駛震動等情況下鍍層性能不足時會:
電芯內(nèi)部——鍍層脫落至極片——微短路——自放電;
電芯外部——PACK焊接處鍍層松動——接觸內(nèi)阻變大——or焊接處脫落。
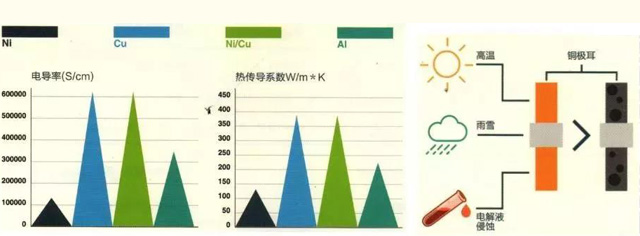
②金屬極耳導(dǎo)體關(guān)鍵參數(shù)對比
③盤式極耳——膠塊脆化程度測試

本文鏈接:http://www.qhgfjy.com.cn{dede:field.arcurl/}
諾信新聞,諾信公司新聞,鋰電池行業(yè)新聞,展會新聞



