



詳解:聚合物鋰電池極片輥壓工藝模擬
詳解:聚合物鋰電池極片輥壓工藝模擬。聚合物鋰電池的應用大家應該都比較清楚,但是它的工業生產也是相當復雜,一個步驟的疏忽,對用戶而言都是極大的危害;因此,鋰電池廠家們在生產過程中也是十分嚴苛。這里我們只要說說聚合物鋰電池極片輥壓工藝。
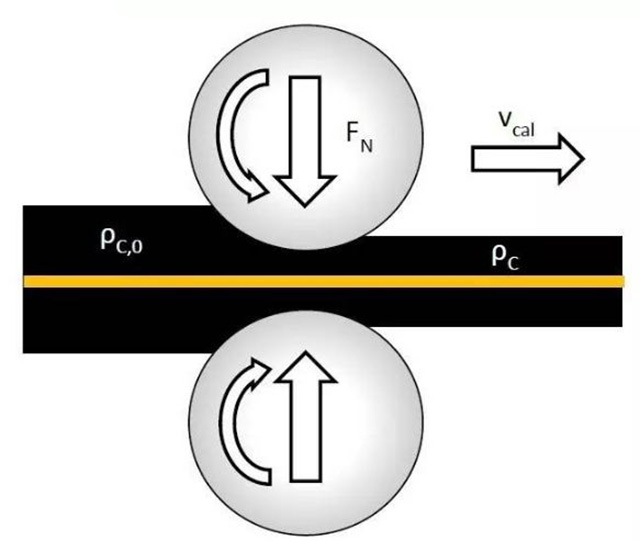
圖1 聚合物鋰電池極片輥壓工藝示意圖
聚合物鋰電池極片一般采用對輥機連續輥壓壓實(圖1所示),在此過程中,兩面涂敷顆粒涂層的極片被送入兩輥的間隙中,在軋輥線載荷作用下涂層被壓實,從輥縫出來后,極片會發生彈性回彈導致厚度增加。
聚合物鋰電池極片的軋制不同于金屬板材的軋制,比如軋鋼的過程是一個板材沿縱向延伸和橫向寬展的過程,其密度在軋制過程中不發生變化;而電池極片的軋制是一個正負極板上電極粉體材料壓實的過程,其目的在于增加正極或負極材料的壓實密度。
壓實對極片微結構的控制起決定性作用,影響電池的電化學性能。輥壓是聚合物鋰電池極片最常用的壓實工藝,相對于其他工藝過程,輥壓對極片孔洞結構的改變巨大,而且也會影響導電劑的分布狀態,從而影響電池的電化學性能。為了獲得最優化的孔洞結構,充分認識和理解輥壓壓實工藝過程十分重要。
采用離散元法模擬了聚合物鋰電池極片輥壓過程中,微結構的演變過程。離散元是一種與連續介質力學中的finite element method相區別的數值計算方法,主要用來計算大量顆粒在給定條件下如何運動。
單顆粒力學行為
首先,采用納米壓痕設備測試了單個顆粒的壓縮載荷應力-應變曲線,并采用兩種材料本構模型擬合數據:彈塑性模型和Hertz模型,結果如圖2所示。從應力-應變曲線確定材料屈服點,屈服點以下材料主要是彈性行為,顆粒形貌基本無變化(圖2c),符合Hertz理論;屈服點以上,材料是塑性行為,顆粒發生斷裂(圖2b),符合彈塑性理論。通過大量實驗,擬合了屈服應變與顆粒尺寸的關系(圖2d)。
Hertz接觸理論是研究兩物體因受壓相觸后產生的局部應力和應變分布規律的學科。1881 年 H.R.赫茲最早研究了玻璃透鏡在使它們相互接觸的力作用下發生的彈性變形。他假設:
① 接觸區發生小變形。
② 接觸面呈橢圓形。
③ 相接觸的物體可被看作是彈性半空間,接觸面上只作用有分布的垂直壓力。
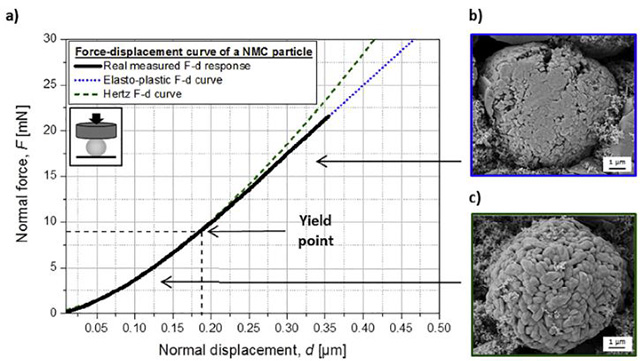
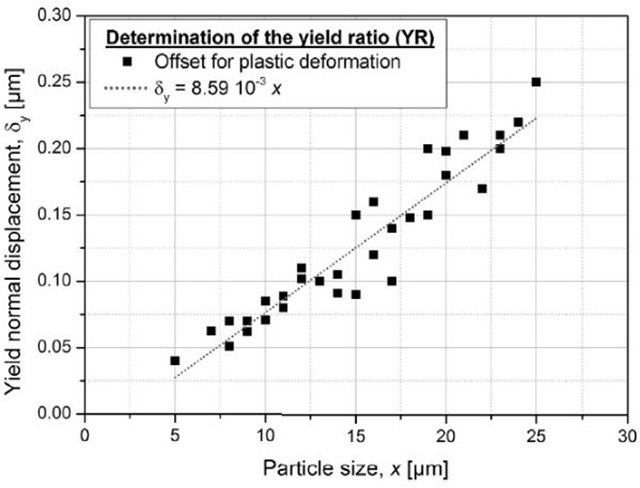
圖2 單個NMC顆粒納米壓痕測試結果。(a)應力-應變曲線,(b)屈服點以上顆粒形貌,(c)屈服點以下顆粒形貌,(d)屈服應變與顆粒尺寸關系。
輥壓工藝模型
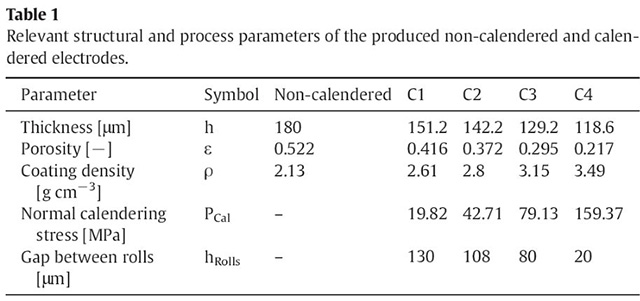
然后,把單個顆粒的材料本構關系作為模型輸入參數,并采用結合理論模型模擬顆粒之間的粘結性,建立了極片輥壓工藝微結構模型。同時,實驗測試了四種不同壓實率的極片(表1所示),實驗結果驗證模型的有效性。
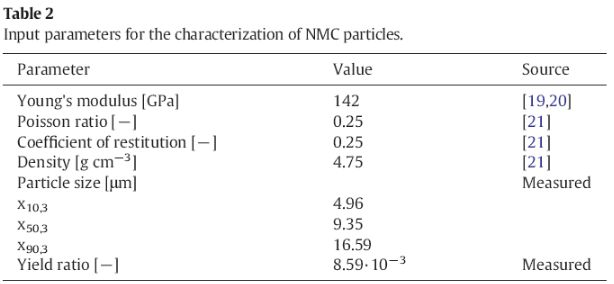
聚合物鋰電池極片輥壓工藝示意圖如圖3所示,極片是三層對稱結構,考慮單側涂層。涂層原始厚度hA,從A點開始進入輥壓區,軋輥轉動作用下,極片向前被送去軋輥間,涂層在壓力作用下被壓實,在B點達到最大作用壓力,涂層厚度達到最小值hB,隨后極片離開輥壓區,彈性變形恢復,極片厚度反彈,在C點極片厚度反彈為hC。模型輸入材料參數如表2所示。模擬采用開源DEM軟件LIGGGHTS。
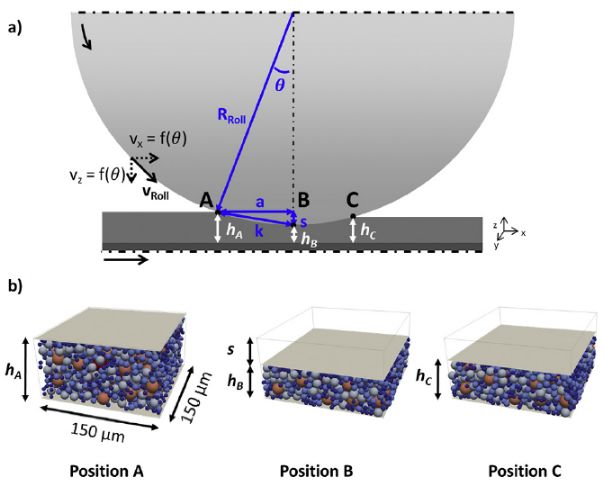
圖3 聚合物鋰電池極片輥壓工藝模型示意圖
未輥壓及四種不同壓實率極片微結構的實驗與模型對比如圖4所示,輥壓前假定顆粒之間沒有相互接觸,壓實過程中孔隙率變小,顆粒之間相互接觸,自由比表面積減少。
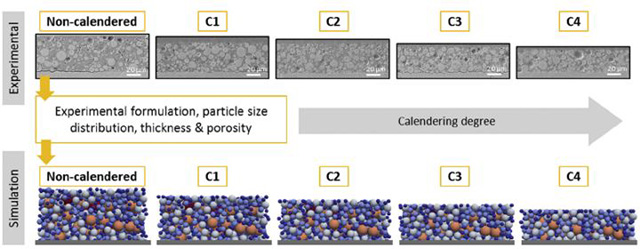
圖4 四種不同壓實率極片微結構的實驗與模型對比
涂層孔隙率
圖5是輥壓過程極片涂層孔隙率演變過程,曲線1是加載過程(圖3中A到B),隨著加載壓力增加,孔隙率逐步降低;曲線2是卸載過程(圖3中B到C),極片回彈,孔隙率略有升高。模擬的最終孔隙率與實驗結果對比如圖6所示,同時比較了彈塑性模型和Hertz模型的模擬結果。彈塑性模型結果于實驗吻合,而Hertz模型與實驗差別很大。因此,彈塑性模型更加準確。
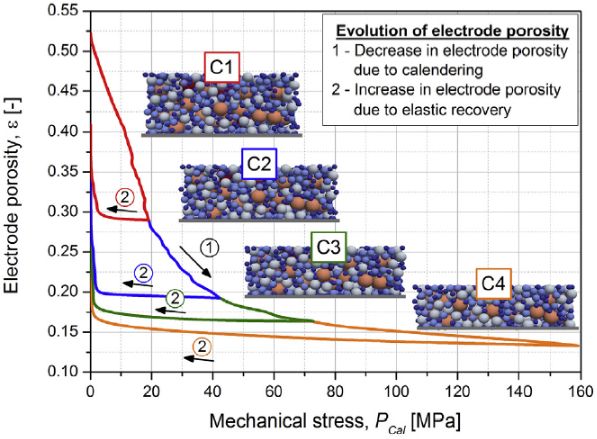
圖5 極片輥壓加載與卸載過程孔隙率的演變
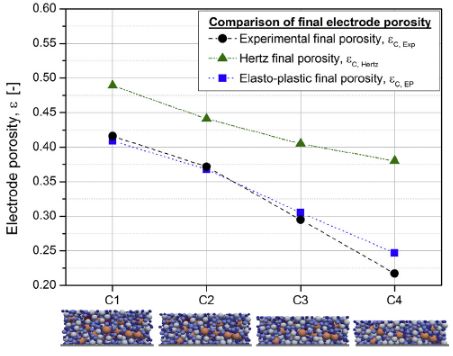
圖6 極片孔隙率模擬與實驗對比
厚度反彈
文章還考察了極片回彈,極片厚度回彈率定義為(hC-hB)/hA,結果如圖7。壓實比較小時,顆粒之間相互接觸小,積累的彈性變形少,回彈小。壓實增加,彈性變形增加,回彈增大,C2極片回彈最大。繼續增加壓實,顆粒應變達到屈服點以上,彈性恢復也減小了(與之前認識不同:壓實越大回彈越大)。
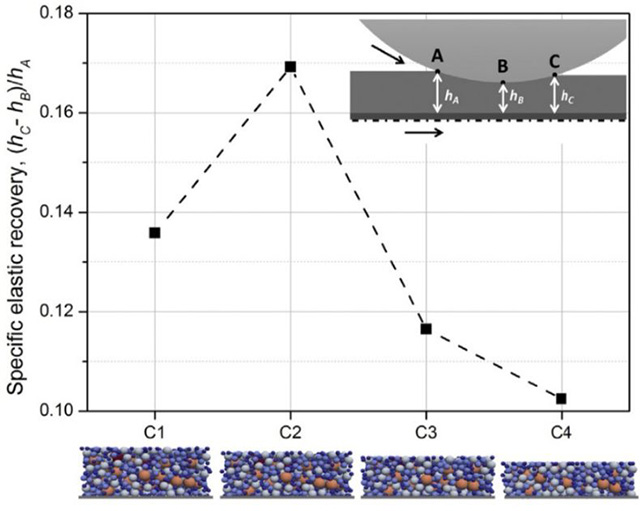
圖7 四種不同壓實極片份回彈率
自由比表面積
涂層中顆粒的比表面積是一個重要參數,電極反應大多集中在電極/電解液界面上進行,電極比表面積越大,在相同的表觀體積和電解液能夠充分潤濕的前提下,電極/電解液界面也就越大,電極反應也就越容易進行,極化等也就越小,電極的性能也就越好。輥壓工藝模型中,輥壓前假定顆粒之間沒有接觸,輥壓后所有顆粒相互接觸的面積為(Ac,1+Ac,2+Ac,3+……),因此,輥壓后自由比表面積FSAp為
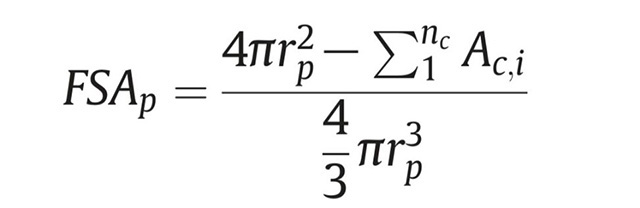
接觸面積的變化率定義為

輥壓過程,自由比表面積份相對變化如圖8所示,在B點壓力達到最大,壓實率最大,與輥壓前比較,自由比表面積最小,其變化率也最大,隨后厚度反彈,自由比表面積增加,其變化率降低。隨著壓實率增加,不管B點還是C點,自由比表面積變化率增加。
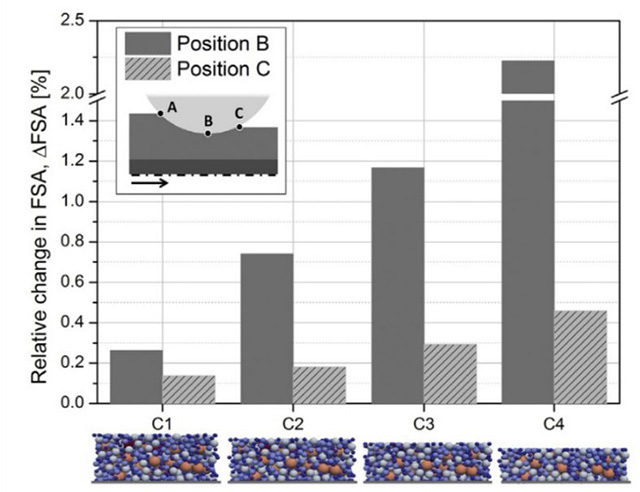
圖8 四種壓實率極片自由比表面積的變化率
顆粒固相的接觸與結合
固相顆粒之間相互接觸到電子傳導,粘結性能影響涂層結合強度。作者考察了輥壓模擬微結構中顆粒相互接觸。單個顆粒平均接觸點數CN定義為模型中所有接觸點數目nc與顆粒個數np的比值。
模型中采用結合理論模型表征粘結劑性能,而顆粒結合點的平均斷裂數nBB,p定義為模型中所有結合點斷裂數目nBB與顆粒個數np的比值。
顆粒接觸點數與結合點斷裂數如圖9所示,隨著壓實率增加,這兩者均會增加。
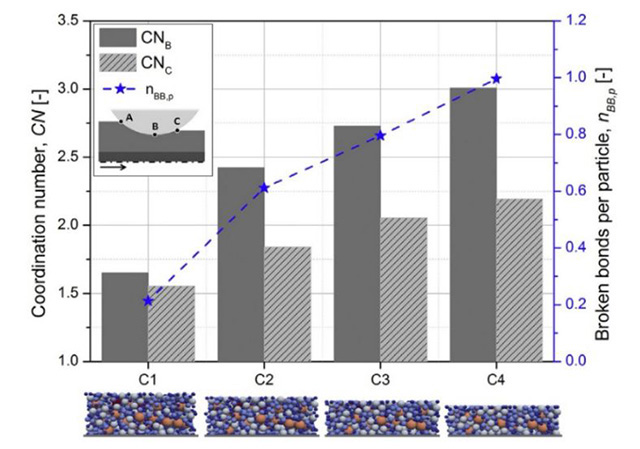
圖9 四種不同壓實率下,單個顆粒平均接觸點數與結合點斷裂數
另外,集流體與顆粒的接觸面積比例如圖10所示,接觸面積越大,界面電阻越小,結合強度可能越高。
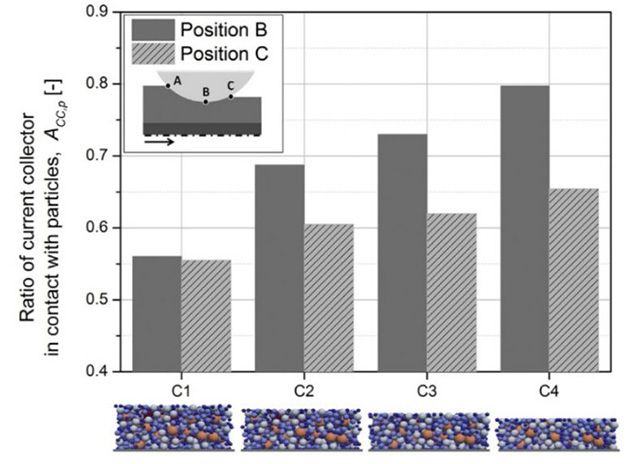
圖10 四種不同壓實率極片集流體與顆粒接觸面積比例
總之,這篇文獻提供了一種聚合物鋰電池極片輥壓過程微結構演變的方法,并從孔隙率,厚度反彈,比表面積,顆粒接觸與粘結性斷裂等極片性能方向理解和解釋輥壓工藝的影響。
鶴壁市諾信電子有限公司,是一家專業的聚合物鋰電池廠家,引進了先進的自動化和半自動化鋰電池生產設備、精密的檢測儀器等,同時聘請專業的鋰電池研發人員;產品研發精湛,生產設備先進,品質質檢嚴格,年產量達3000多萬安時,自成立以來,諾信電子一直都在為客戶提供高安全性,高品質電池及成套電池系統解決方案。
本文鏈接:http://www.qhgfjy.com.cn{dede:field.arcurl/}
諾信新聞,諾信公司新聞,鋰電池行業新聞,展會新聞



