



鋰電池廠家分析:鋰離子電池極片制造工藝
鋰離子電池極片制造工藝一般流程為:活性物質,粘結劑和導電劑等混合制備成漿料,然后涂敷在銅或鋁集流體兩面,經干燥后去除溶劑形成干燥極片,極片顆粒涂層經過壓實致密化,再裁切或分條。然后正負極極片和隔膜組裝成電池的電芯,封裝后注入電解液,經過充放電激活,最后形成產品。具體的電池工藝流程如圖1所示。
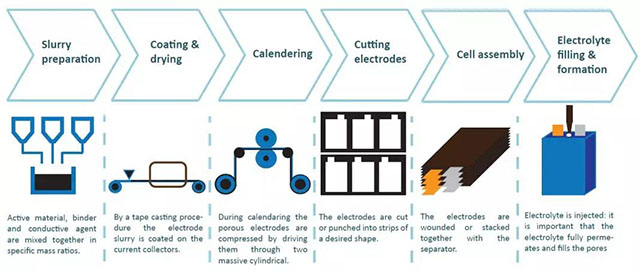
圖1 電池工藝流程圖
其實,電池極片是一種三明治結構的復合材料,主要由活性物質顆粒、粘結劑和導電劑等組成的兩面多孔涂層,以及夾在中間的金屬集流體箔材。
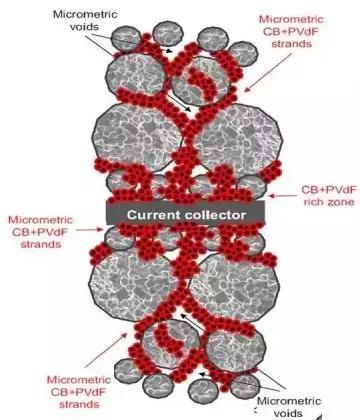
圖2 極片三明治典型結構示意圖
從材料科學視角考慮,電池極片復合材料的性能主要決定于它的組成成分和微觀結構。組成成分不同的電極具有不同的性能;而相同成分的電極經過不同的制備工藝處理而具有不同的微觀結構時,也將具有不同的性能。以電極的組成成分、制備工藝、微觀結構和性能的關系及其變化規律為研究對象,并把這些關系和規律作為依據,可以為電極復合材料設計適當的成分和適宜的制備工藝,從而獲得預期的微觀結構,這樣也就獲得好的電池性能。目前,鋰離子電池的研究非常火熱,而電池極片的制備技術對微觀結構的影響往往被忽視或被低估。
鋰電池極片的工藝-微結構-性能之間的關系錯綜復雜,如圖3所示,一方面鋰離子電池極片的每一道工藝都會對微觀結構產生影響,比如漿料的制備工藝過程、導電劑或粘結劑等添加劑的加入方式、涂布工藝、干燥工藝、輥壓工藝等;另一方面,前工藝過程又會對后工藝產生影響,最終影響極片的微觀結構;然后,極片的微觀結構最終決定其性能,包括機械力學、電化學性能等。
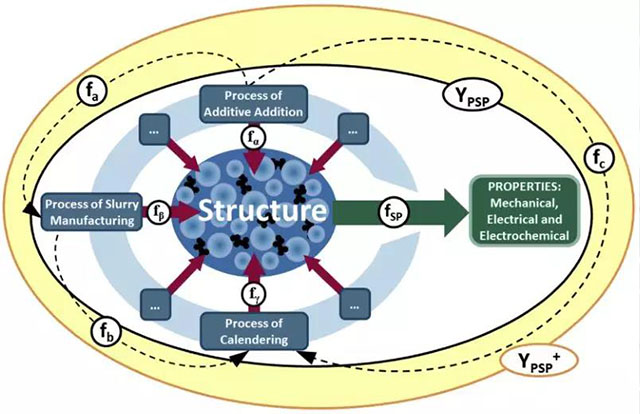
圖3 鋰電池極片工藝-微結構-性能相互關系
在鋰離子電池極片工藝方面,對微觀結構影響巨大的工藝主要包括混料,涂布干燥和輥壓壓實。下面主要從這三個方面簡單說明工藝與微結構的關系,也是主要關注點就是鋰離子電池的極片工藝,整理和推送這些方面的技術文章最多,后續仍舊會繼續關注這些方面并與大家分享。
電池漿料制備工藝要求是:第一,電池漿料分散均勻,如果漿料分散不均,有嚴重的團聚現象,電池的電化學性能受到影響。導電劑分布不均勻會影響極片電子流通,粘結劑分布不均勻會影響涂層結合強度;第二,漿料需要具有良好的沉降穩定性和流變特性,滿足極片涂布工藝的要求,并得到厚度均一的涂層。Wenzel等綜述了攪拌和分散工藝對電池極片結構的影響,如圖4所示,鋰離子電池漿料分散懸浮液中可能的物質分布存在三種情況:導電劑沒有充分分散,保持團聚;導電劑分散但與活性顆粒相互獨立;導電劑分散并均勻包覆在活性顆粒表面。理想的導電劑分布是第三種結構:(1)導電劑均勻分布在活物質表面;(2)導電劑之間相互連通導電;(3)導電劑與活物質緊密接觸。
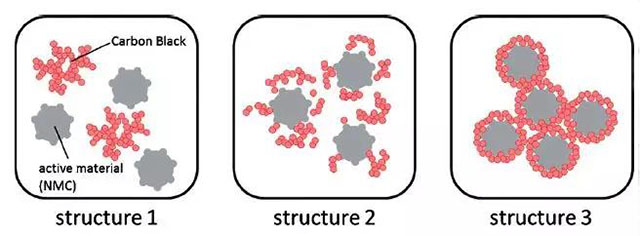
圖4 漿料導電劑可能的分布結構示意圖
最開始鋰電池漿料的制造借鑒涂料行業,韓國人就先開始了研究投料順序對漿料性質和電池性能的影響。他們采用相同的材料和配方,僅僅改變投料順序就能改變漿料的性質。漿料的混合程度取決于顆粒大小,粒度分布,形狀,比表面積,顆粒的溶劑吸收率等,從攪拌開始到粘度穩定所需的時間和依次加入的材料的比表面積最相關。近幾年,干法混料工藝在第一步干粉混合步驟進一步得到優化,出現高強度干粉混合工藝改善漿料和電池特性。高強度的干粉剪切分散具有兩個方面的作用:一方面,高的剪切力能夠使導電劑團聚體充分破碎分散,另一方面,高速分散作用下,干粉攪拌能夠實現微觀上的混合,在較大的活物質顆粒表面沉積形成一層由細小的分散開的導電劑沉積層,從而形成良好的導電網絡。
鋰電池漿料制備后涂敷在集流體金屬箔上,再進行干燥。在極片干燥過程中,溶劑蒸發時,涂層總會經歷一定的收縮,固體物質在濕涂層中彼此接近,最后形成多孔的干燥電極結構。在涂層收縮和溶劑蒸發過程中,添加劑容易遷移,可能在多孔電極中重新分配,電極干燥過程如圖5所示。當干燥速度太高時,涂層表面溶劑蒸發,可溶性的或分散性的粘結劑傾向于以高濃度存在于涂層表面。局部富集必然導致其他區域量減少,比如涂層和集流體界面粘結劑減少會導致涂層結合強度低。而且粘結劑分布不均勻也會導致電池電化學性能裂化。因此,干燥條件以及溶劑蒸發對電極制造過程是非常重要的。為了從根本上理解電極加工過程中的微觀結構演化,極片干燥的過程進行了模擬,或者設計新型的實驗來觀察這個過程。
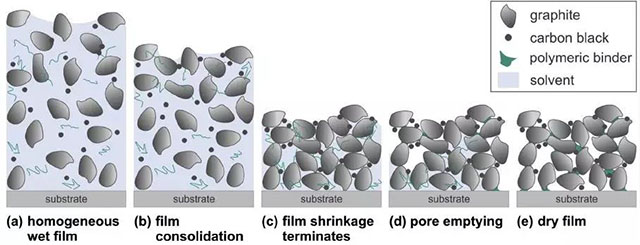
圖5 電池極片干燥過程示意圖
極片干燥后再經歷壓實工藝,極片被輥壓壓實,涂層密度增大,對極片孔洞結構的改變巨大,而且也會影響導電劑的分布狀態,從而影響電池的電化學性能。一方面,壓實極片改善電極中顆粒在之間的接觸,以及電極涂層和集流體之間的接觸面積,降低不可逆容量損失、接觸內阻和交流阻抗。另一方面,壓實太高,孔隙率損失,孔隙的迂曲度增加,顆粒發生取向,或活物質顆粒表面粘合劑被擠壓,限制鋰鹽的擴散和離子嵌入/脫嵌,鋰離子擴散阻力增加,電池倍率性能下降。研究輥壓工藝對電極結構影響時發現,鋰離子電池極片的壓實過程也遵循粉末冶金領域的指數公式,這揭示了涂層密度或孔隙率與壓實載荷之間的關系。

其中,ρc輥壓后涂層密度,ρc,0輥壓之前涂層的初始密度,qL輥壓時軋輥的線載荷,ρc,max和γc可以通過實驗數據擬合得到,分別表示某工藝條件下涂層能夠達到的最大壓實密度以及涂層壓實阻抗。
本文鏈接:http://www.qhgfjy.com.cn{dede:field.arcurl/}
諾信新聞,諾信公司新聞,鋰電池行業新聞,展會新聞



