



鋰電池廠家介紹:鋰離子電池高效率Z型疊片機
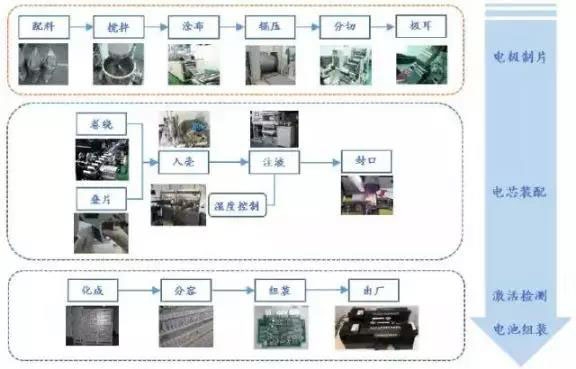
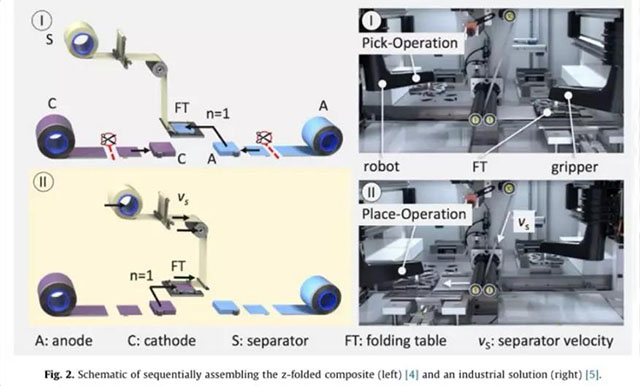
鋰電池廠家介紹:鋰離子電池高效率Z型疊片機。圖2是Z型疊片的過程示意圖。步驟一,隔膜在疊片臺上由夾具和夾輥固定展平,機械手抓取正極片并放置在疊片臺上;步驟二,隔膜左移折疊,再展平固定后,機械手抓取負極片并放置在疊片臺。如此反復,最后完成電芯組裝。
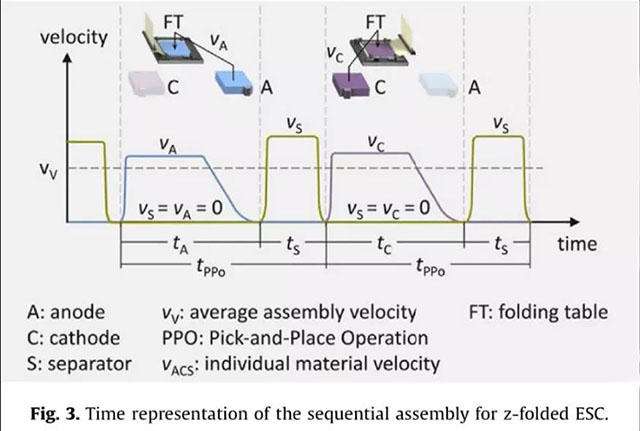
因此,電芯是由許多個負極—隔膜—正極單元(ESC)組成的,每個單元的組裝時間可以分解為正極抓取-放置,隔膜移動折疊,負極抓取-放置三個部分,如圖3所示。假設純電動汽車電池容量為50Ah,由37片極片組成,目前工業上每次極片抓取-放置時間為1.8-2.5s,一個單體電池疊片共需要80s。
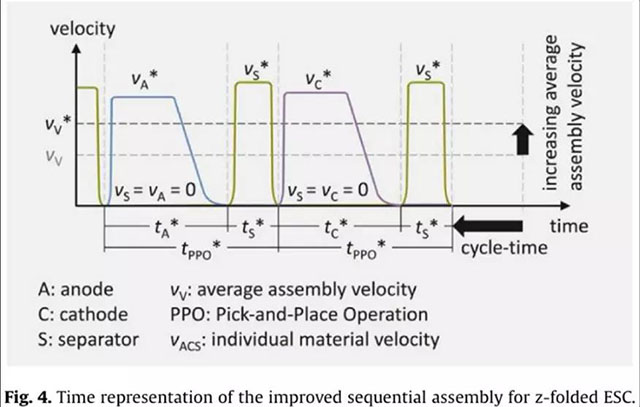
要提高疊片效率,第一個方法就是提高疊片的整體平均速度。如圖4所示,例如增加極片抓取-放置動作的加速度,減速度,移動速度;隔膜左右移動速度等。但是,機械系統速度太快會損傷極片表面,極片放置精度也會降低。如圖4所示方法提高送料平均速度,50Ah電池組裝時間由80s縮減到了51s。第二個方法是科學合理設計機械部件,減少機械手的運動距離,但是通過機械結構設計降低運動距離的能力有限。
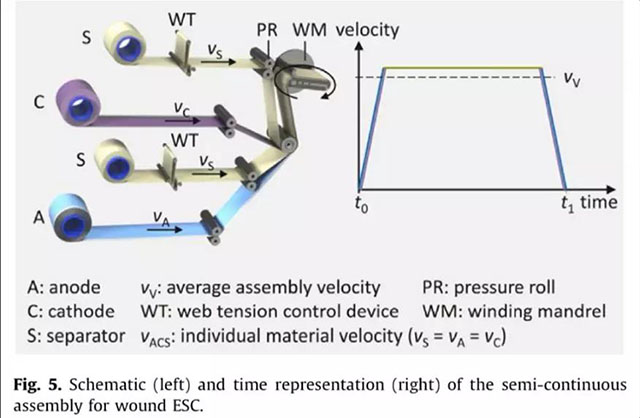
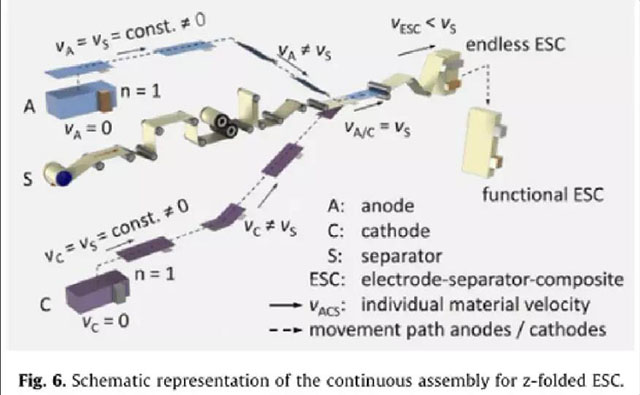
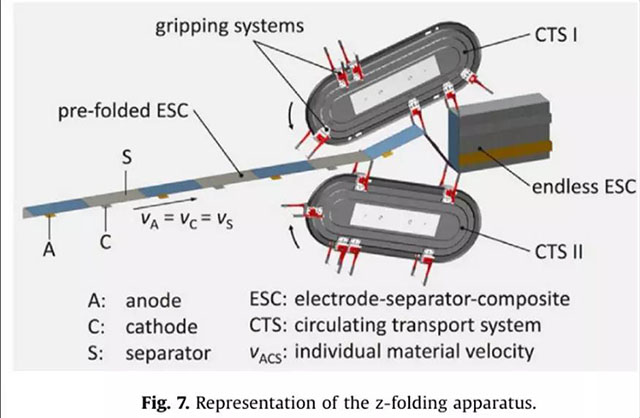
卷繞組裝工藝沒有離散的極片抓取-放置動作,整個過程是連續性的,生產效率比較高。作者參照卷繞工藝過程(圖5所示),設計了高效率的z型疊片機,具體結構示意圖如圖6所示。極片參照卷繞工藝通過傳送帶連續性送入疊片位,以隔膜速度為依據,使極片送料速度匹配疊片,保證正負極送料速度不會出現零的情況將疊片離散型工藝轉變成連續型工藝,極片疊片方式如圖7所示。采用這種疊片工藝,前文所述50Ah電池組裝時間由80s縮短到22s,生產效率大大提高。
詳細的疊片工藝與設備設計可以參照參考文獻具體文獻信息如下:
本文鏈接:http://www.qhgfjy.com.cn{dede:field.arcurl/}
諾信新聞,諾信公司新聞,鋰電池行業新聞,展會新聞



