



鋰電池極片濕涂層干燥基本過程
鋰電池電極是一種顆粒組成的涂層,電極制備過程中,均勻的濕漿料涂敷在金屬集流體上,然后通過干燥去除濕涂層中的溶劑。電極漿料往往需要加入聚合物粘結劑或者分散劑,以及炭黑等導電劑。盡管固含量一般大于30%,但是干燥過程中,溶劑蒸發時,涂層總會經歷一定的收縮,固體物質在濕涂層中彼此接近,最后形成多孔的干燥電極結構。
鋰離子電池極片的干燥過程和涂布過程各自獨立,又相互聯系;涂層的性質,影響到干燥工藝的設計和操作;涂布速度、涂層的厚度決定干燥長度;干燥過程中涂層有流平過程,影響涂層的均勻性。因此,涂布在設計過程中能否準確地運用最佳的涂布、干燥工藝,平衡兩者的關系,最終影響到涂布的綜合技術性能。
極片干燥方式
(1)遠紅外輻射干燥。用遠紅外發射元件將熱能輻射到干燥物體表面,使液體蒸發汽化進行干燥。特點:其干燥速度主要取決于輻射溫度,溫度高,干燥速度快。其優點是設備比較簡單,因此都在比較低擋的涂布機中應用。其缺點是干燥效率低,干燥不均勻,容易產生干燥弊病。
(2)雙面送風飄浮干燥。漂浮干燥是在干燥箔材雙面設置特殊設計的風嘴,送高速噴射的氣流,在空氣流動附壁效應的作用下,垂直作用到干燥箔材上,在氣流的作用下,干燥片材呈漂浮狀態進行干燥。
(3)常規對流熱風干燥。對流干燥是比較傳統的干燥技術。加熱的干燥空氣送入烘道,干燥空氣中的熱能通過空氣的對流傳導到被干燥物體,使液體蒸發汽化進行干燥。其優點是設備簡單,其缺點是干燥效率低,在現代干燥設備中逐漸被高效熱風沖擊干燥所取代。
(4)循環熱風沖擊干燥。利用空氣噴射流體力學原理發展起來的高效干燥技術。干燥空氣通過特殊設計的風嘴,以高速噴射到被干燥物體表面,在干燥物體表面阻礙干燥靜止空氣層在沖擊作用下被破壞,從而加快了干燥過程,使干燥效率大大提高。 循環熱風沖擊干燥的特點是:干燥速度和溫度有關,而且和干燥風量有關。可以通過部分循環干燥空氣送風加大風量提高干燥速度,大大提高干燥空氣的熱量的利用,因此循環熱風沖擊干燥具有高效節能的特點。另外用增大送風量來提高干燥速度,可以避免采用高溫干燥可能產生的龜裂干燥弊病。
(5)過熱水蒸氣干燥。過熱蒸氣是將液體加熱到使其全部蒸發的飽和蒸氣后,再繼續加熱而獲得的蒸氣。過熱蒸汽干燥是干燥介質直接與濕涂層接觸,其熱量主要以對流方式傳入物料,干燥析出的溶劑被干燥介質帶走的一種新興的干燥方式。在干燥過程中,過熱蒸汽作為干燥介經過物料表面,熱量傳給濕涂層,涂層表面的自由溶劑受熱汽化,從而造成物料表面與內部濕分濃度的差異。在這一差異下,內部濕分就由液態或氣態的形式向表面擴散,氣化的水蒸汽由過熱蒸汽氣流帶走。其優點是可以利用蒸汽的潛熱,熱效率高,可達到節約能源的效果,過熱蒸汽干燥要比熱風干燥的傳熱系數大。
(6)微波干燥。微波干燥是利用頻率為915-2450MHZ的微波能量使物料發熱升溫,從而蒸發水分進行干燥的方法。微波干燥不同于傳統的干燥方式,其熱傳導的方向與水分擴散的方向相同。與傳統干燥方法相比,微波干燥具有干燥速率快、節能環保、生產效率高、清潔生產、干燥效果優良、易于實現自動化操作及控制以及可以提高產品質量等優點。
目前有的廠家生產的涂布機用的熱風干燥,也用風嘴送風,從形式上看和沖擊干燥類似,但是其風嘴的結構設計和風量及風速都起不到沖擊效果,干燥過程仍屬對流干燥,干燥效率不高。
物料中的水分分類
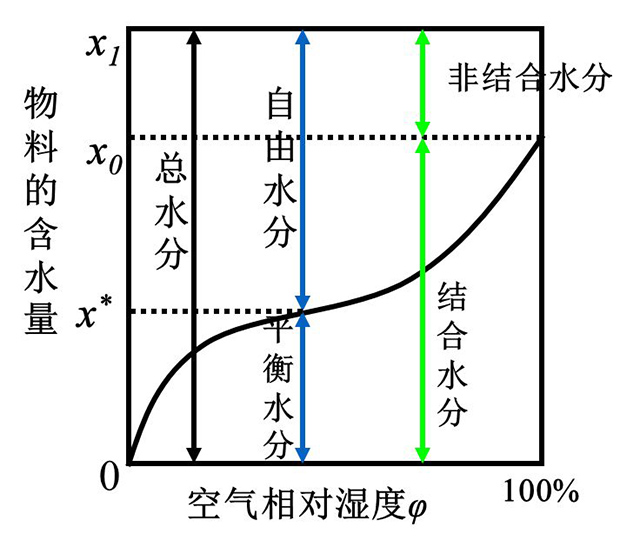
圖1 物料的水分分類
物料的總水分、平衡水分、自由水分、結合水分、非結合水分之間的關系見圖1。
平衡水分:可以通過干燥方法去除的水分。自由水分:無法通過干燥去除的水分。
結合水分包括物料細胞壁內的水分、物料內毛細管中的水分、及以結晶水的形態存在于固體物料之中的水分等。
非結合水分包括機械地附著于固體表面的水分,如物料表面的吸附水分、較大孔隙中的水分等。
干燥的基本原理
干燥:用加熱的方法使水分或其它溶劑汽化,并將產生的蒸氣排除,藉此來除去固體物料中濕分的操作。
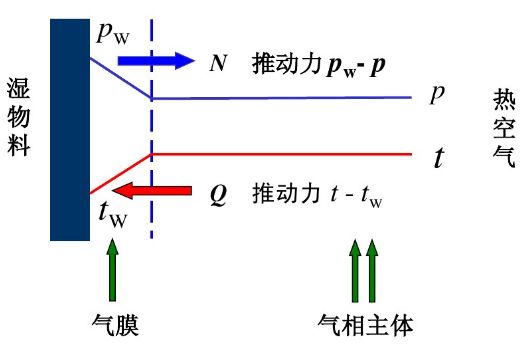
圖2 干燥過程示意圖
如圖2所示,水分在物料表面氣化,在表面附近存在一層氣膜,在氣膜內水蒸氣分壓等于物料中水分的蒸氣壓,水分在氣相中的傳質驅動力為此氣膜蒸氣壓與氣相主體中水蒸氣分壓之差。同時,熱空氣對物料加熱升溫,將熱量傳遞給濕物料,驅動力是熱空氣與物料的溫度梯度;對對流干燥,由于介質的不斷流動,帶走氣化的水分,從而形成分壓差。
干燥過程得以進行的必要條件:是被干燥物料中的水分所產生的水蒸氣分壓大于熱空氣中水蒸氣分壓。若二者相等,表示蒸發達到平衡,干燥停止;若熱空氣中水蒸氣分壓大,物料反而吸水。
物料的干燥過程是屬于傳熱和傳質相結合的過程:
(1)熱空氣對物料加熱升溫;
(2)物料表面液體的蒸發汽化過程;
(3)內部液體通過孔隙擴散到表面的過程。
干燥的動力學過程
干燥曲線:干燥過程中物料含水量x與干燥時間t、物料表面溫度T 的關系曲線,如圖3所示。
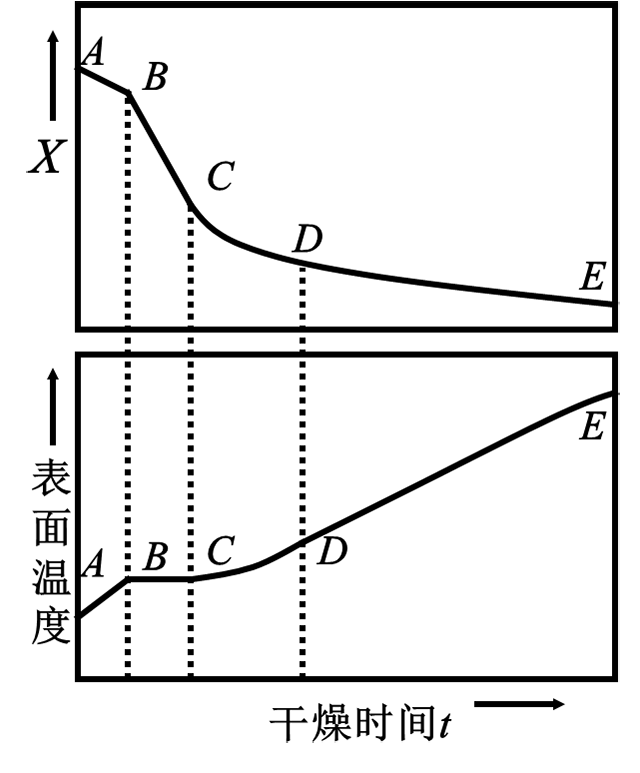
圖3 干燥曲線
干燥速率曲線:物料干燥速率u與物料含水量X的關系曲線,如圖4。
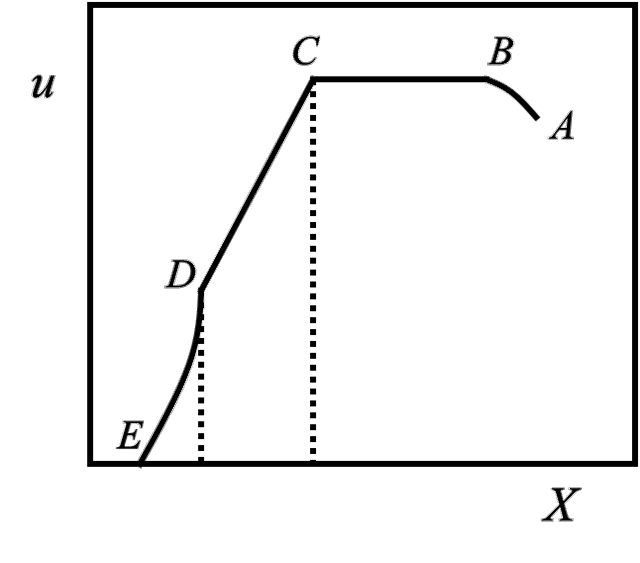
圖4 干燥速率曲線
水分的內部擴散和表面汽化是同時進行的,但在干燥過程的不同階段其速率不同,從而控制干燥速率的機理也不相同。干燥過程分為預熱升溫段AB、恒速干燥段BC和降速干燥段CDE。
(1)預熱升溫段AB:物料被加熱升溫
(2)恒速干燥階段BC:被干燥物料表面始終保持著濕潤水分進行蒸發,蒸汽中的熱量被物料吸收,這些熱量全部用來蒸發物料表面的水分,物料表面水分的蒸發速度與物料內部水分的擴散速度幾乎相等,此時干燥速率保持穩定,呈現恒速干燥狀態。
(3)第一降速階段(CD段):物料內部水分擴散速率小于表面水分在濕球溫度下的汽化速率,這時物料表面不能維持全面濕潤而形成“干區”,導致干燥速率下降。
(4)第二降速階段(DE段):水分的汽化面逐漸向物料內部移動,從而使熱、質傳遞途徑加長,阻力增大,造成干燥速率下降。
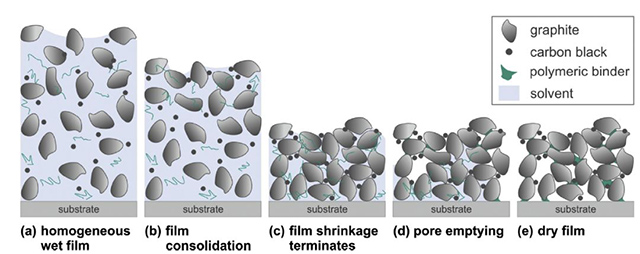
圖5 極片干燥過程示意圖
鋰電池電極漿料成分均勻分布,隨后,溶劑蒸發誘導濕涂層厚度減少,石墨顆粒逐漸彼此接近,直到形成最密集的堆積態,涂層收縮終止(圖5c),隨后進一步的溶劑蒸發迫使氣液界面推進到孔結構內部,最終形成多孔結構干電極涂層(圖5e)。大孔傾向于優先排空液相,涂層收縮過程中,表面細小孔隙內充滿液相,知道涂層收縮停止(圖5c),孔隙內填滿溶劑。然后溶劑進一步去除,涂層中產生第一個較大尺寸的孔洞(圖5d),而細小孔洞由于毛細管力作用,液相更難排空。
本文鏈接:http://www.qhgfjy.com.cn{dede:field.arcurl/}
諾信新聞,諾信公司新聞,鋰電池行業新聞,展會新聞
上一篇:溫度對鋰離子電池極片工藝的影響



